SEBUAHpa Itu Rubber Kneader dan Bagaimana Strukturnya
A pengaduk karet — juga disebut sebagai mixer internal atau pengaduk tipe banbury — adalah mesin pencampur tertutup berintensitas tinggi yang digunakan untuk menggabungkan karet mentah dengan bahan tambahan seperti karbon hitam, belerang, akselerator, pemlastis, dan minyak pemrosesan. Tidak seperti pabrik terbuka, pengaduk karet melakukan pencampuran di dalam ruang tertutup, yang secara signifikan mengurangi kehilangan material, meningkatkan keseragaman dispersi, dan memungkinkan pemrosesan senyawa yang sensitif terhadap suhu.
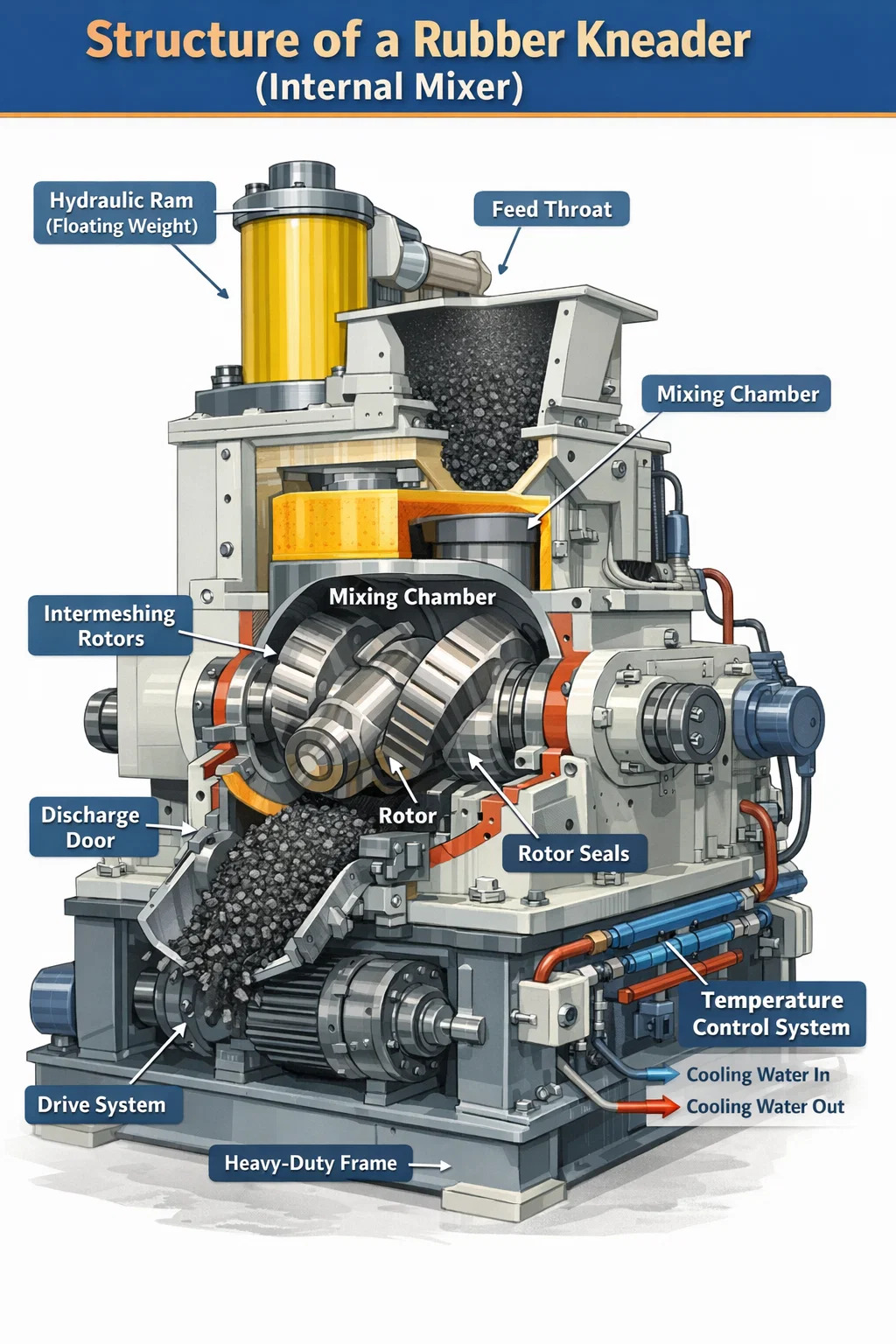
Struktur inti pengaduk karet terdiri dari enam sistem utama: ruang pencampuran, rotor, ram hidrolik (bobot mengambang), mekanisme pintu keluar, sistem pengatur suhu, dan sistem penggerak. Masing-masing memainkan peran mekanis yang berbeda, dan memahami bagaimana mereka berinteraksi mengungkapkan mengapa pengaduk internal telah menjadi standar industri untuk kompon karet dalam pembuatan ban, segel, gasket, selang, dan barang-barang karet teknis.
Badan mesin itu sendiri biasanya dibuat dari baja tuang berkekuatan tinggi atau pelat baja fabrikasi, dengan permukaan internal yang dikeraskan atau dilapisi dengan paduan tahan aus untuk menahan gaya mekanis besar yang dihasilkan selama pencampuran — seringkali melebihi 500 kN pada mesin berkapasitas besar.
Ruang Pencampur: Inti dari Penguleni Karet
Ruang pencampuran adalah ruang tertutup dimana semua peracikan berlangsung. Ini adalah rongga berbentuk angka delapan yang dikerjakan dengan toleransi yang sangat ketat, dirancang untuk menampung dua rotor yang berputar berlawanan. Profil internal ruangan tidak berbentuk lingkaran — dindingnya dibuat berkontur untuk melengkapi geometri rotor, memastikan massa karet terus dilipat, dicukur, dan diekspos kembali ke permukaan rotor.
Volume ruang adalah salah satu spesifikasi utama yang digunakan untuk mengklasifikasikan alat pengaduk karet. Mesin skala laboratorium mungkin memiliki volume ruang sekecil 0,3 liter, sedangkan mixer internal tingkat produksi yang digunakan di pabrik ban dapat melebihi 650 liter. Ukuran industri umum berkisar dari 20L hingga 270L, dengan faktor pengisian (rasio berat muatan karet terhadap volume ruang) biasanya ditetapkan antara 0,6 dan 0,75.
Dinding ruang menggabungkan jaringan luas saluran pendingin dan pemanas internal . Pada mesin pengaduk karet modern, saluran ini dibor langsung melalui badan ruang dan dihubungkan ke sistem kontrol suhu loop tertutup. Manajemen termal yang tepat sangat penting — viskositas karet, efisiensi dispersi, dan kualitas senyawa semuanya bergantung pada pemeliharaan suhu batch dalam jangka waktu tertentu, seringkali antara 70°C dan 160°C tergantung pada formulasinya.
Ruangan itu dibagi menjadi dua bagian – tubuh bagian atas dan tubuh bagian bawah – dibaut menjadi satu. Setengah bagian bawah berisi engsel pintu keluar. Konstruksi terpisah ini memungkinkan akses untuk inspeksi, pembersihan, dan penggantian liner. Pelapis ruang yang terbuat dari baja yang diperkeras (biasanya dengan nilai kekerasan permukaan 58–62 HRC) melindungi badan ruang struktural dari senyawa karet abrasif dan dapat diganti secara mandiri tanpa membongkar seluruh mesin.
Rotor: Komponen Penentu Desain Kneader Karet
Rotor adalah elemen mekanis yang benar-benar melakukan pekerjaan pencampuran di dalam ruangan. Dalam pengaduk karet, dua rotor berputar berlawanan arah dengan rasio kecepatan tetap , biasanya 1:1.1 atau 1:1.2, menciptakan kecepatan rotor diferensial yang menghasilkan tegangan geser yang kuat pada titik gigitan antara rotor dan antara masing-masing rotor dan dinding ruang.
Geometri rotor adalah salah satu aspek yang paling direkayasa dari mixer internal. Ada tiga jenis rotor utama yang digunakan dalam mesin pengaduk karet modern:
- Rotor dua sayap (elips): Desain aslinya, ditandai dengan dua bilah heliks yang diputar sepanjang poros rotor. Ini menghasilkan gaya geser yang tinggi dan cocok untuk senyawa yang sulit dicampur, masterbatch karbon hitam, dan karet dengan viskositas tinggi seperti karet alam (NR) dan EPDM. Jarak bebas ujung antara sayap rotor dan dinding ruang biasanya 2–6 mm.
- Rotor empat sayap: Dikembangkan untuk meningkatkan pencampuran dispersif dan distributif secara bersamaan. Sayap tambahan meningkatkan frekuensi pelipatan material dan reorientasi per putaran, sehingga memungkinkan penggabungan pengisi lebih cepat. Rotor empat sayap kini menjadi standar dalam jalur pencampuran kompon ban produksi tinggi.
- Rotor enam sayap (atau multi-sayap): Digunakan dalam aplikasi yang memerlukan dispersi pengisi yang sangat halus, seperti kompon ban berbahan silika yang memerlukan efisiensi kopling silan. Rotor ini menghasilkan pencampuran yang lebih lembut dan lebih distributif dengan suhu puncak yang lebih rendah.
Poros rotor berlubang dan terhubung ke sistem kontrol suhu, memungkinkan cairan pendingin atau uap mengalir melalui bagian dalam. Pendinginan rotor internal ini penting dalam operasi pencampuran berkecepatan tinggi di mana panas gesekan dapat menyebabkan vulkanisasi dini (hangus) pada senyawa. Kecepatan permukaan rotor pada mesin pengaduk produksi biasanya berkisar dari 20 hingga 80 rpm , dengan beberapa mesin berkecepatan variabel yang mampu beroperasi pada rentang penuh ini dalam satu siklus pencampuran.
Rotor ditopang di kedua ujungnya oleh bantalan rol anti-gesekan tugas berat yang ditempatkan di rangka samping alat berat. Susunan bantalan harus mengakomodasi beban radial dari tekanan kompon karet dan beban dorong aksial yang dihasilkan oleh sayap rotor heliks. Rakitan bantalan pada mesin pengaduk besar biasanya juga didinginkan dengan air, karena panas gesekan pada dudukan bantalan akan mengurangi masa pakai secara signifikan.
Sistem Penyegelan Rotor
Ketika poros rotor keluar dari ruang pencampuran melalui dinding samping, sistem penyegelan mencegah kompon karet bocor di sepanjang poros. Secara teknis, ini adalah salah satu bidang desain pengaduk karet yang paling menantang. Segel harus mengandung karet pada tekanan hingga 0,5–1,0 MPa saat poros berputar dengan kecepatan tinggi, sementara bagian dalam ruang berada pada suhu tinggi.
Kebanyakan pengaduk karet modern menggunakan salah satu dari dua pengaturan penyegelan:
- Segel labirin dengan kemasan karet: Serangkaian alur dan punggung bukit yang dibuat dengan mesin menciptakan jalur berliku yang menahan aliran majemuk. Dikombinasikan dengan cincin pengepakan karet terkompresi, pengaturan ini memberikan penyegelan yang efektif untuk sebagian besar senyawa produksi. Penggantian pengepakan adalah tugas pemeliharaan rutin yang dilakukan setiap beberapa ratus jam pengoperasian.
- Segel wajah mekanis: Digunakan pada mesin premium dan aplikasi dengan persyaratan kontaminasi yang ketat. Permukaan segel berputar yang ditekan pada dudukan stasioner memberikan penghalang positif. Segel ini dapat berpendingin udara atau air dan menawarkan interval servis yang lebih lama dibandingkan segel jenis pengepakan.
Ram Hidraulik (Berat Mengambang): Kontrol Tekanan Di Atas Kompon
Terletak tepat di atas ruang pencampuran adalah ram atas, biasa disebut beban mengambang atau ram hidrolik. Ini adalah balok baja padat atau besi ulet yang dibentuk agar pas di dalam tenggorokan umpan ruangan. Fungsinya adalah untuk menutup bagian atas ruang pencampuran setelah bahan dimasukkan dan untuk memberikan tekanan ke bawah pada kumpulan karet selama pencampuran.
Tekanan ram adalah salah satu variabel proses terpenting dalam pengoperasian pengaduk karet. Tekanan ram yang lebih tinggi memaksa kompon karet bersentuhan lebih dekat dengan rotor, sehingga meningkatkan intensitas geser dan meningkatkan dispersi. Namun, tekanan yang berlebihan mempercepat keausan rotor dan liner ruang. Tekanan ram pada mesin produksi biasanya berkisar antara 0,2 hingga 0,8 MPa, diterapkan melalui silinder hidrolik yang dipasang di atas tenggorokan umpan.
Alat pendobrak dipandu oleh silinder tenggorokan vertikal — saluran yang dibuat dengan mesin presisi yang menjaga alat pendobrak tetap berada di tengah dan mencegah gerakan lateral di bawah tekanan gabungan. Segel debu di bagian bawah tenggorokan mencegah karet berpindah ke sekitar tubuh domba jantan. Ram itu sendiri sering kali diberi inti dan dihubungkan ke sirkuit air pendingin untuk mengatur penyerapan panas dari karet di bawahnya.
Silinder hidraulik yang menggerakkan ram dipasang pada rangka pivot di atas badan alat berat, sehingga dapat berayun dengan bebas saat penutup tenggorokan pengumpan dibuka untuk pengisian daya. Pada jalur produksi otomatis, siklus ram dikontrol oleh program pencampuran — siklus ram naik secara otomatis saat pintu pembuangan terbuka untuk melepaskan batch, dan turun serta terkunci segera setelah muatan berikutnya dimuat.
Dalam beberapa desain pengaduk karet yang lebih baru, khususnya yang digunakan untuk peracikan silika-silana, tekanan ram dimodulasi secara dinamis selama siklus pencampuran — mengurangi tekanan sementara selama tahap reaksi silanisasi untuk mencegah panas berlebih, kemudian meningkatkannya lagi untuk dispersi akhir. Hal ini memerlukan sistem katup hidrolik proporsional yang terintegrasi dengan unit kontrol mesin.
Mekanisme Pintu Pembuangan: Melepaskan Batch Campuran
Pintu pembuangan membentuk bagian bawah ruang pencampuran. Ketika pencampuran selesai, pintu ini terbuka ke bawah (atau berayun ke satu sisi, tergantung desain) untuk melepaskan kumpulan karet yang sudah jadi secara gravitasi ke dalam perangkat hilir — biasanya pabrik terbuka, ekstruder sekrup ganda, atau konveyor pendingin batch-off.
Pintu digerakkan oleh silinder hidrolik, dan mekanisme pengunciannya harus menahan tekanan ruang internal penuh selama pencampuran tanpa defleksi. Bahkan kelenturan pintu yang kecil sekalipun dapat menyebabkan karet keluar ke area segel pintu, sehingga mempercepat keausan dan menyebabkan kontaminasi. Pengaduk adonan karet berkualitas tinggi menggunakan beberapa baut pengunci atau mekanisme kunci bubungan yang mendistribusikan gaya penjepitan secara merata ke seluruh perimeter pintu.
Permukaan pintu (permukaan yang bersentuhan dengan kompon karet) biasanya dilapisi dengan pelat aus yang diperkeras dan dapat diganti secara terpisah. Badan pintu dilengkapi saluran pendingin yang terhubung ke sirkuit yang sama dengan dinding ruang. Cincin segel karet atau elastomer dipasang di sekeliling pintu untuk mencegah kebocoran senyawa pada antarmuka ruang/pintu — segel ini adalah barang habis pakai yang diganti selama pemeliharaan terjadwal.
Waktu pembukaan pintu pembuangan merupakan parameter proses — pembukaan yang lebih cepat mengurangi waktu senyawa terkena panas setelah pencampuran berakhir, yang sangat penting untuk senyawa sensitif terhadap suhu yang mengandung bahan vulkanisasi pra-dispersi. Di jalur produksi berkecepatan tinggi, pembukaan pintu dan pelepasan batch selesai dalam waktu 3–5 detik untuk mempertahankan throughput.
Sistem Kontrol Suhu: Mengelola Panas di Seluruh Kneader Karet
Manajemen suhu bukanlah suatu pilihan dalam pengoperasian pengaduk karet — ini merupakan persyaratan mendasar untuk kualitas senyawa dan kemampuan pengulangan proses. Sistem pengatur suhu mencakup tiga zona pertukaran panas: dinding ruang, badan rotor, dan ram. Setiap zona dapat dikontrol secara independen.
Sebagian besar mesin pengaduk karet produksi menggunakan unit kontrol suhu air (TCU) loop tertutup yang mensirkulasikan air temper ke ketiga zona. TCU dapat memanaskan air menggunakan pemanas listrik atau injeksi uap dan mendinginkannya menggunakan penukar panas yang terhubung ke fasilitas pasokan air dingin. Suhu air target bervariasi berdasarkan tahap proses:
- Tahap pra-pemanasan: air bersuhu 60–90°C untuk membawa ruangan ke suhu pengoperasian sebelum giliran kerja pertama
- Tahap pencampuran: air pendingin 20–40°C untuk menyerap panas gesekan dan mencegah suhu senyawa berlebih
- Tahap pembersihan: Siram air panas atau uap untuk melunakkan sisa senyawa agar lebih mudah dihilangkan
Suhu senyawa dipantau oleh termokopel atau sensor inframerah yang dipasang di dinding ruang. Umpan balik suhu gabungan secara real-time digunakan oleh sistem kontrol mesin untuk menyesuaikan kecepatan rotor, tekanan ram, dan laju aliran cairan pendingin untuk menjaga batch dalam spesifikasi. Dalam beberapa sistem pengaduk karet canggih, pencampuran dihentikan secara otomatis ketika suhu senyawa mencapai titik yang ditetapkan, bukan setelah siklus waktu yang tetap — apa yang disebut pembuangan dengan pengatur suhu ini lebih konsisten daripada pembuangan dengan pengatur waktu dan mengurangi variabilitas batch-ke-batch.
Detail Sirkuit Pendingin Rotor dan Ruang
Di dalam setiap rotor berongga, sirkuit pendingin biasanya mengikuti pola spiral atau lubang yang memaksimalkan area kontak permukaan. Sambungan putar (juga disebut sambungan putar) pada ujung poros rotor menghubungkan pipa suplai cairan pendingin stasioner ke bagian dalam rotor yang berputar tanpa kebocoran. Ini adalah komponen presisi yang memerlukan pemeriksaan dan penggantian berkala jika segel internalnya aus.
Saluran pendingin dinding ruang dibor dalam pola berkelok-kelok melalui blok ruang, biasanya dengan jarak 30–50 mm dari pusat ke pusat. Laju aliran cairan pendingin melalui saluran ini dirancang untuk mencapai kapasitas pembuangan panas yang cukup untuk daya pengenal mesin — untuk pengaduk adonan 270L dengan motor penggerak 2000 kW, sistem pendingin harus mampu menghilangkan setidaknya 1,5–2,0 MW energi panas secara terus menerus.
Sistem Penggerak: Transmisi Daya ke Rotor
Sistem penggerak alat pengaduk karet terdiri dari motor listrik, peredam kecepatan (gearbox), dan susunan roda gigi yang menggerakkan kedua rotor. Karena rotor harus berputar pada rasio kecepatan tetap relatif satu sama lain, maka rotor tersebut digabungkan melalui rangkaian roda gigi yang saling terkait — roda pengatur waktu — yang memastikan sinkronisasi terlepas dari variasi beban.
Motor penggerak utama hampir secara universal merupakan motor induksi AC dengan kontrol penggerak frekuensi variabel (VFD) pada mesin modern. Kemampuan kecepatan variabel sangat penting untuk mengoptimalkan pencampuran pada berbagai tahapan siklus senyawa — misalnya, berjalan pada kecepatan rendah selama penguraian bale awal untuk menghindari beban berlebih pada motor, kemudian mempercepat ke kecepatan maksimum untuk penggabungan pengisi. Tenaga motor pada timbangan pengaduk karet produksi dengan volume ruang:
| Volume Ruang (L) | Daya Motor Khas (kW) | Rentang Kecepatan Rotor (rpm) | Aplikasi Umum |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | Batch kecil, senyawa khusus |
| 75–120 | 500–900 | 20–70 | Ban ukuran sedang dan karet industri |
| 200–270 | 1500–2500 | 20–80 | Kompon tapak ban bervolume tinggi |
| 400–650 | 3000–5000 | 15–60 | Produksi masterbatch ban skala besar |
Gearbox (peredam kecepatan) menurunkan kecepatan motor ke kecepatan operasi rotor sambil mengalikan torsi. Dalam pengaduk karet, kotak roda gigi harus menangani torsi yang sangat tinggi — untuk motor 2000 kW yang menjalankan rotor pada 40 rpm, torsi pada poros rotor dapat melebihi 500.000 N·m. Gearbox biasanya berupa susunan poros paralel atau sudut kanan dengan roda gigi karburasi dan ground helical, ditempatkan dalam besi cor yang kuat atau casing baja fabrikasi dengan pelumasan umpan paksa.
Kopling fleksibel antara motor dan kotak roda gigi menyerap beban kejut selama kerusakan bale — dampak ketika rotor membentur bale karet yang dingin dapat menyebabkan lonjakan torsi seketika dua hingga tiga kali lipat torsi pengoperasian terukur. Tanpa kopling fleksibel, paku ini akan disalurkan langsung ke gearbox dan poros motor, menyebabkan kegagalan kelelahan dini.
Umpan Tenggorokan dan Sistem Pengisian
Tenggorokan umpan adalah saluran vertikal di atas ruang pencampuran tempat karet dan aditif dimuat. Dalam pengoperasian manual, bal karet dan bahan tambahan yang ditimbang dijatuhkan ke tenggorokan oleh operator atau konveyor. Dalam jalur peracikan otomatis, tenggorokan umpan dilengkapi dengan baki jungkit atau perangkat bantuan ram pneumatik untuk mendorong material turun ke dalam ruang melawan hambatan rotor.
Dimensi bukaan tenggorokan dirancang untuk menerima ukuran bal karet standar — alat pengaduk adonan 270L biasanya memiliki bukaan tenggorokan sekitar 600 mm × 400 mm. Penutup atau penutup debu yang dapat diputar menutup tenggorokan setelah diisi untuk menampung debu dan asap selama pencampuran. Beberapa mesin juga dilengkapi lubang ekstraksi asap di penutup tenggorokan yang terhubung ke sistem ventilasi sentral — hal ini sangat penting ketika mencampur senyawa yang mengandung karbon hitam, belerang, atau minyak olahan yang mudah menguap.
Injeksi bahan cair — untuk minyak proses, silan cair, atau bahan tambahan khusus — sering kali dilakukan melalui port yang dipasang langsung ke dinding ruang atau melalui badan ram. Nozel injeksi ini harus dirancang untuk menahan tekanan dan suhu ruang sambil menghasilkan volume terukur yang tepat, biasanya dikontrol oleh sistem takaran pompa roda gigi yang terintegrasi dengan program pencampuran.
Rangka Mesin dan Komponen Struktural
Seluruh rakitan pengaduk karet dipasang pada rangka dasar struktural berat yang dibuat dari pelat baja tebal atau tuang. Rangka ini menyerap gaya reaksi dari proses pencampuran dan meneruskannya ke pondasi. Gaya yang terlibat sangat besar — pengaduk produksi berukuran besar menghasilkan gaya pemisah rotor (gaya yang mendorong rotor terpisah karena tekanan karet) yang dapat mencapai beberapa ratus kilonewton selama beban pencampuran puncak.
Kedua rangka samping, satu di setiap sisi ruang pencampuran, membawa bantalan rotor dan menyediakan sambungan struktural antara ruang dan alas. Ini sering kali merupakan komponen yang paling tertekan dalam mesin dan dibuat dari besi cor nodular atau baja fabrikasi ukuran berat dengan jari-jari fillet yang besar untuk mengurangi konsentrasi tegangan.
Pemasangan isolasi getaran antara rangka dasar pengaduk dan fondasi bangunan merupakan perlengkapan standar pada instalasi modern. Alat pengaduk karet besar yang terisi penuh selama kerusakan bale akan menghasilkan getaran yang signifikan — tanpa isolasi, getaran ini dapat ditransmisikan ke struktur bangunan dan mempengaruhi instrumentasi di dekatnya atau menyebabkan retak lelah pada baut jangkar seiring waktu.
Sistem Kontrol dan Instrumentasi pada Kneader Karet Modern
Pengaduk karet kontemporer dilengkapi dengan sistem kontrol berbasis PLC yang mengatur seluruh siklus pencampuran secara otomatis. Sistem kontrol memantau dan mencatat aliran data proses yang berkelanjutan:
- Suhu senyawa (diukur melalui termokopel dinding ruang atau pirometer inframerah yang diarahkan ke senyawa melalui lubang penglihatan)
- Kecepatan rotor (rpm), terus menerus disesuaikan dengan VFD
- Penarikan arus motor, yang sebanding dengan viskositas senyawa dan berfungsi sebagai ukuran tidak langsung dari masukan energi pencampuran
- Masukan energi spesifik (kWh/kg), terakumulasi sepanjang siklus pencampuran
- Posisi dan tekanan ram
- Temperatur saluran masuk dan keluar cairan pendingin untuk setiap zona pendinginan
- Posisi pintu pembuangan (interlock terbuka/tertutup)
Masukan energi spesifik bisa dibilang merupakan indikator kelengkapan pencampuran yang paling dapat diandalkan untuk banyak senyawa karet – dispersi karbon hitam, misalnya, berkorelasi erat dengan masukan energi kumulatif per kilogram senyawa dibandingkan dengan waktu saja. Kontrol pengaduk karet modern memungkinkan program pencampuran ditentukan berdasarkan titik akhir energi, bukan titik akhir waktu, yang secara otomatis mengkompensasi variasi viskositas bahan mentah antar batch.
Semua data batch dicatat ke database untuk keterlacakan kualitas. Integrasi dengan Sistem Eksekusi Manufaktur (MES) memungkinkan setiap catatan batch dihubungkan dengan nomor lot bahan mentah, ID operator, dan hasil pengujian senyawa hilir, sehingga memungkinkan analisis akar penyebab ketika terjadi penyimpangan kualitas.
Perbedaan Struktur Utama Antara Jenis Kneader Karet
Tidak semua pengaduk karet memiliki konfigurasi struktural yang sama. Beberapa variasi desain ada untuk memenuhi kebutuhan produksi yang berbeda:
Kneader Rotor Tangensial vs. Intermeshing
Dalam mesin pengaduk rotor tangensial (desain klasik Banbury), kedua rotor berputar dalam jalur melingkar terpisah yang bersinggungan satu sama lain — sayap rotor tidak saling bertautan. Hal ini menciptakan zona pencampuran yang besar antara rotor di mana terjadi geseran yang kuat, membuat pengaduk tangensial sangat efektif untuk pencampuran dispersif bahan pengisi penguat. Mayoritas produksi mixer internal di seluruh dunia menggunakan rotor tangensial.
Dalam mesin pengaduk rotor intermeshing (seperti seri GK oleh HF Mixing atau seri F oleh Farrel Pomini), rotor diposisikan berdekatan dan sayapnya tumpang tindih dan saling bertautan saat berputar — konsepnya mirip dengan ekstruder sekrup ganda namun dengan penerbangan yang jauh lebih pendek dan lebih tebal. Desain ini menghasilkan pola aliran yang sangat berbeda, menghasilkan pencampuran distributif yang lebih baik dan suhu senyawa yang lebih rendah, dengan mengorbankan intensitas pencampuran dispersif yang lebih rendah. Pengaduk intermeshing lebih disukai untuk karet silikon yang sensitif terhadap panas, fluoroelastomer, dan senyawa di mana kontrol suhu adalah hal yang terpenting.
Kneader Pelepasan Terbalik (Terbalik).
Beberapa desain pengaduk karet — terutama yang digunakan dalam jalur pemrosesan kontinyu atau semi kontinyu — dikeluarkan tidak melalui pintu bawah tetapi dengan memiringkan seluruh rakitan ruang pencampuran sehingga bukaan ruang menghadap ke bawah dan komponnya terlepas. Desain pembuangan yang terbalik ini memungkinkan pelepasan batch yang lebih cepat dan integrasi yang lebih mudah dengan peralatan pemrosesan hilir yang ditempatkan tepat di bawah pengaduk. Implikasi strukturalnya adalah rangka alat berat yang jauh lebih kompleks dengan mekanisme kemiringan dan sistem penguncian hidraulik.
Kneader Atas Terbuka (Sigma Blade) vs. Kneader Tipe Banbury Tertutup
Perlu dicatat bahwa dalam beberapa konteks industri, istilah "pengaduk adonan karet" juga mengacu pada pengaduk batch pisau Z atau pisau sigma — mesin dengan bagian atas terbuka, berbentuk bak dengan dua pisau sigma atau berbentuk Z yang berputar berlawanan. Ini secara struktural sangat berbeda dari mixer internal tertutup yang dijelaskan di seluruh artikel ini. Pengaduk pisau Sigma tidak memiliki ram dan sistem penyegelan, beroperasi pada tekanan atmosfer, dan lebih umum digunakan untuk kompon karet silikon, elastomer termoplastik, dan persiapan perekat daripada untuk kompon karet dengan pengisi tinggi.
Suku Cadang Aus dan Elemen Struktur Penting Perawatan
Memahami struktur alat pengaduk karet juga berarti mengetahui komponen mana saja yang aus dan memerlukan penggantian secara berkala. Item pakaian utama adalah:
- Kiat rotor: Ujung sayap mengalami tegangan kontak tertinggi dengan dinding ruang. Pada beberapa desain, ujung rotor dibuat dengan lapisan las permukaan keras yang dapat diaplikasikan kembali di lokasi. Di negara lain, seluruh rotor diganti ketika keausan ujung melebihi toleransi — biasanya ketika jarak bebas ujung ke dinding telah meningkat dari nilai yang dirancang (2–5 mm) menjadi lebih dari 8–10 mm, yang pada titik ini efisiensi pencampuran menurun drastis.
- Liner ruang: Bagian pelapis dinding merupakan pelat aus yang dapat diganti, biasanya setebal 30–50 mm, dibaut atau dipasang pada badan ruang. Masa pakai bervariasi dari beberapa bulan pada aplikasi senyawa abrasif hingga beberapa tahun pada layanan tugas ringan.
- Segel ujung rotor (pengemasan): Diganti setiap 300–1000 jam pengoperasian tergantung pada jenis kompon dan kecepatan rotor. Penggantian pengepakan yang tertunda menyebabkan kontaminasi gabungan pada area bantalan dan mempercepat keausan bantalan secara signifikan.
- Segel pintu pembuangan: Segel perimeter elastomer pada pintu pembuangan diganti selama penghentian terjadwal, biasanya setiap 3–6 bulan dalam produksi berkelanjutan.
- Serikat putar pada sirkuit pendingin rotor: Diperiksa dan dibangun kembali setiap tahun di sebagian besar fasilitas, karena keausan segel pada komponen ini dapat menyebabkan masuknya cairan pendingin ke dalam rumah bantalan.
Interval perawatan yang direncanakan untuk mesin pengaduk karet di fasilitas produksi ban biasanya disusun sekitar 8 jam shift produksi, dengan inspeksi kecil setiap shift, pemeriksaan perantara setiap minggu, dan perbaikan besar-besaran setiap tahun atau setiap 5.000–8.000 jam pengoperasian. Pengaduk karet 270L yang dirawat dengan baik dapat mencapai ketersediaan mekanis melebihi 95% dalam pengoperasian tiga shift terus menerus.